

Prinsip Kerja Mesin Stamping Press

Pada proses proses produksi pembuatan komponen-komponen kendaraan, dari Raw Material sampai keluar menjadi barang jadi, material tersebut harus melewati berbagai tahapan proses. Salah satunya adalah proses Pengepresan (Stamping).
Pada dasarnya proses pengepresan atau stamping mengunakan teknik tumbukan yaitu dengan menekan / menumbuk suatu material (blank material) pada suatu mesin menjadi bentuk yang diinginkan. Yang dimana mesin press adalah mesin yang menompang sebuah landasan dan sebuah penumbuk, sebuah sumber tenaga, dan suatu mekanisme yang menyebabkan penumbuk bergerak lurus dan tegak menuju landasanya. Untuk menghasilkan kualitas pengepresan yang baik, perlu adanya alat-alat pendukung dalam melakukan proses produksi.
Alat-alat pendukung mesin press antara lain :
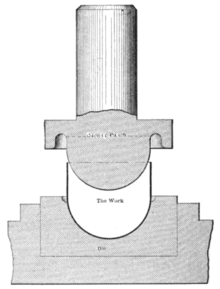
a. Dies

Adalah suatu cetakan yang digerakan oleh mesin press untuk menekan atau mengepress bahan / material untuk menghasilkan barang yang sesuai dengan contoh.
Proses pembengkokan dan pemotongan pada mesin press haruslah sesuai dengan standar yang ada di perusahan. Begitu juga pada saat pemasangan Dies itu sendiri. Adapun langkah-langkah dalam pemasangan Dies adalah sebagai berikut
1. Masukan Dies dari roller “dies in”, pastikan kalau selector switch dalam keadaan mati “OFF’.
2. Sesuaikan tinggi stroke terhadap dies, pasang safety block
3. memasang safety block diatas die, hal ini dilakukan untuk menjaga error pada mesin.
4. Memasang dan mengencangkan baut atas dan bawah kemudian menaikannya ke 0 derajat atau titik mati atas.
5. Melakukan putaran bebas satu sampai tiga kali, disini tidak boleh ada post guide yang beradu.
6. Melakukan produksi percobaan, setelah diperiksa hasilnya bagus maka dies siap untuk memproduksi.
Cetakan atau dies dapat digolongkan baik menurut jenis spesifikasi operasi mesin press maupun menurut jenis cetakannya. Penggolongan sederhana yang mencakup jenis cetakan dari dies itu sendiri adalah sebagai berikut:
PROSES PEMBENTUKAN
Proses pembentukan adalah proses dimana logam ditekan dengan tekanan yang besar sampai dengan batas kemampuan parts tersebut berubah bentuk seperti yang diinginkan. Dies dapat dikelompokan lagi menjadi :
a. Draw
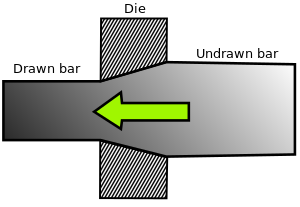
Yaitu suatu proses pembentukan material. Draw ini merupakan proses awal pada mesin press / stamping sebelum di lanjutkan ke proses-proses berikutnya. Untuk proses draw ini bisa dilakukan untuk 2 kali proses.
b. Bending

Yaitu suatu proses penekukan part yang hanya dilakukan satu kali per stroke.
c. Flange
Yaitu sutu proses penekukan material yang lebih dari satu pada setiap strokenya.
d. Curling

Yaitu suatu proses pembentukan diameter.
e. Burring
Yaitu suatu proses penekukan keliling pada bagian dalam lubang.
f. Stamp
Proses yang dilakukan dalam stamp ini sama dengan Draw tetapi dalam stamp sendiri tidak menggunakn cushion.
g. Bulge
Yaitu suatu proses pembesaran dari diameter pipa.
PROSES PEMOTONGAN
Proses pemotongan adalah proses dimana material di potong sesuai dengan ukuran yang diinginkan agar material tersebut dapat dikerjakan kedalam proses berikutnya. Proses pemotongan ini dikelompokan lagi menjadi :
a. Cutting
Yaitu suatu proses pemotongan material yang masih berbentuk lembaran (blank material)
b. Trim
Yaitu sutu proses pemotongan material pada bagian tepi. Biasanya proses ini adalah lanjuyan dari proses sebelumnya seperti draw, stamp dan sebagainya.
c. Pierce
Yaitu suatu proses pembuatan lubang pada material.
d. Cam Trim / Pierce
Sama seperti proses pierce tetapi pada proses ini pembuatan lubang yang di lakukan dari stamping material.
e. Separate
Yaitu suatu proses pemotongan pelat menjadi 2 bagian.
f. Slit
Yaitu suatu proses penyobekan sebagian material.
g. Nocthing
Yaitu suatu proses pemotongan sebagian material atau sebuah coakan kecil.
Hal-hal yang perlu di perhatikan saat pengoperasin mesin press.
Sebelum kita melakukan pengoperasian mesin press, kita diharuskan untuk melakukan pengecekan-pengecekan agar operasi mesin berjalan dengan lancer. Adapun pengecekan yang dilakukan adalah sebagai berikut :
1. Memompa grease handpump sebanyak tiga sampai empat kali, grease ini tidak boleh kosong karena berfungsi untuk melumasi bagian-bagian mesin.
2. Sebelum menghidupkan main motor, selector switch harus dalam posisi off, kemudian pada indicator harus pada posisi titik mati atas.
3. Pengecekan pada portable switch, pada pengecekan ini selector switch pada posisi inch dan gerak stroke harus sampai titik mati atas.
4. Atur tekanan “pressaure gauge” untuk air balancer.
5. Slide adjust meter tidak boleh melewati batas atas dan batas bawah.

0 comments:
Posting Komentar